T/CWAN 0130-2025 焊接接头疲劳试验方法
- 文件大小:9.38 MB
- 标准类型:团体标准规范
- 标准语言:中文版
- 文件类型:PDF文档
- 更新时间:2025-06-21
- 下载次数:
- 标签:
资料介绍
以下是团体标准T/CWAN 0130-2025《焊接接头疲劳试验方法》的详细内容总结:
一、标准概述
-
适用范围
- 适用于钢制电弧对接接头及角接接头的疲劳试验
- 用于绘制S-N曲线及对比不同因素(如焊接工艺、材料等)对疲劳性能的影响
-
核心目标
- 规范焊接接头疲劳试验的试样制备、设备要求、试验流程及数据处理方法
- 提供不同受力形式下的应力计算和修正方法
二、关键内容
1. 术语定义
- 四点弯曲/三点弯曲:区分双向压力和单向压力加载方式
- 脉动拉伸应力:最小应力接近零的交变拉伸应力
- 条件疲劳极限:特定循环次数下不破坏的最大应力
- S-N曲线与P-S-N曲线:分别表示应力-寿命关系及其统计概率分布
2. 试样制备
- 取样要求:
- 直接从焊接结构截取或焊接模拟试板,需保证材料、工艺与实际一致
- 焊缝需无表面缺陷(裂纹、气孔等),角变形<5°,错边需符合GB/T 19418
- 加工规范:
- 保留焊缝余高,机械加工刀痕顺受力方向
- 焊道中心需与试样中垂线重合,推荐线切割加工
3. 试验设备
- 设备要求:
- 需具备足够强度和刚度,动载示波波动≤3%
- 夹具需保证试样对中,加载装置与试样中垂线重合
- 校验要求:试验前需校验或处于检定周期内
4. 试验方法
- 通用要求:
- 应力比R建议为0.1,试验过程不得中断
- 需监测试样表面温度,避免热疲劳影响
- S-N曲线绘制:
- 需5个以上应力水平,每级至少6个试样
- 高周疲劳试验应力范围通常为5×10⁴~1×10⁶周次
- 对比试验:每应力水平至少3个试样
5. 试验报告
需包含以下内容:
- 材料信息(牌号、化学成分、力学性能)
- 试样尺寸、焊接工艺(pWPS)、无损检测结果
- 试验条件(温度、频率、应力比)
- 失效循环次数、裂纹位置及试验异常记录
6. 数据处理
- S-N曲线绘制:
- 双对数坐标下拟合均值连线,水平段对应疲劳极限
- 条件疲劳极限可通过“逼近法”或统计方法确定
- P-S-N曲线绘制:
- 基于正态分布计算不同可靠度下的概率寿命
- 需验证对数疲劳寿命与应力的线性关系(相关系数检验)
三、附录核心内容
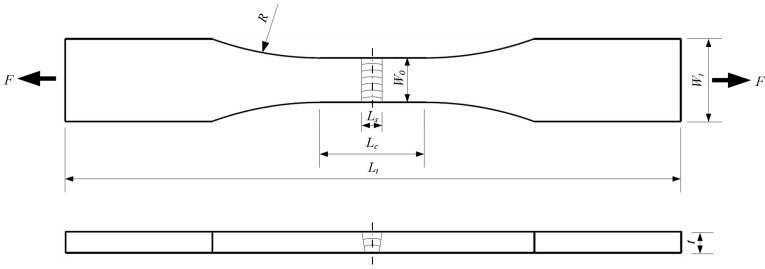
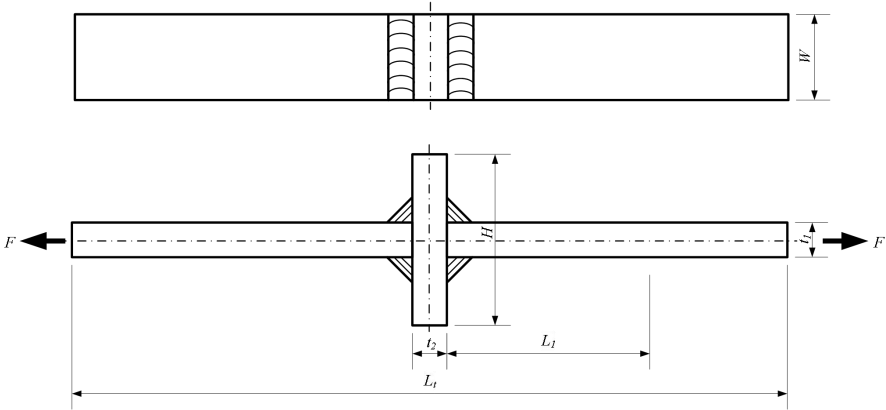
附录A:试样图纸与尺寸
- 提供7种典型接头(对接、十字、T形接头)的试样图纸及推荐尺寸,例如:
- 对接接头拉伸试样:平行段长度≥6t+焊缝宽度,过渡圆弧半径≥25mm
- 十字接头试样:宽度≥6t,高度5t
附录B:焊接变形修正
- 偏心测量:通过角变形α和轴向偏心e计算附加弯矩
- 公式:
e=/left(d_2-d_3/right)+/left(d_2-d_3+d_4-d_1/right)/frac{b}{a}+/frac{t_1-t_2}{2} - 修正应力幅:Δσₛ=Δσₘ+Δσₛ(膜应力+二次弯曲应力)
- 公式:
附录C:板厚修正
- 修正系数γₜ:板厚>25mm时需修正应力幅
- 公式:
/gamma_t=/left(/frac{25}{t_{eff}}/right)^n - 修正指数n与接头类型相关(如焊态十字接头n=0.3)
- 公式:
附录E:应力计算
- 提供对接、角焊缝、T形接头的应力计算公式,例如:
- 全熔透对接接头拉压应力:
/sigma=/frac{F}{/delta l} - 角焊缝平面内弯曲应力:
/tau=/frac{3M_1}{al^2}
- 全熔透对接接头拉压应力:
附录F:P-S-N曲线绘制步骤
- 计算对数寿命均值与标准差
- 剔除异常数据(起码值检验)
- 验证正态分布(相关系数检验)
- 拟合线性方程:
/lg N_{pj}=a_p+b_p/lg/sigma_j
四、参考文献
- 国际焊接学会(IIW)疲劳设计建议
- 国内权威教材(如史耀武《焊接制造工程基础》)
总结特点
- 全面性:覆盖试样设计、试验执行到数据分析全流程
- 可操作性:提供具体公式、修正系数及检验阈值
- 标准化:严格引用GB/T、JB/T等国家标准
- 工程适用性:针对实际焊接变形、板厚差异提出修正方法
如需进一步了解某部分细节(如特定试样图纸或计算公式),可指定章节深入说明。